Dieser Beitrag erklärt die Bedeutung der Prozessfähigkeitkennzahlen Cp und Cpk. Cp steht für Capability of Process, was übersetzt Fähigkeit des Prozesses bedeutet. Die beiden Kennzahlen sind dimensionslos, d.h. ihnen ist keine Einheit zugeordnet. Je größer die Kennzahlen sind, desto besser ist der Prozess. In der Vergangenheit war die Mindestforderung für Cp und Cpk ≥ 1,33. Dieser Grenzwert ist heute noch in vielen Branchen üblich. In anderen Branchen, wie z.B. in der Automobilindustrie ist die Mindestforderung Cp und Cpk ≥ 1,66. Doch was sagen diese beiden Kennzahlen aus?
Ein Produktionsprozess hat das Ziel, immer gleichbleibende Qualitätsmerkmale zu erzeugen. Wenn wir z.B. eine Schraube produzieren wollen, dann sind die kritischen Qualitätsmerkmale fest vorgegeben, wie z.B. Schraubenlänge, Gewindesteigung, Streckgrenze, usw.
Beispiel: Länge einer Schraube
Eine beherrschte Produktion hat das Ziel, möglichst alle Schrauben mit dem Sollmaß zu produzieren (z.B. 15mm). In der technischen Spezifikation ist diese Länge vorgegeben, mit zulässigen Abweichungen nach oben und unten (Toleranz). Irgendwo zwischen Höchstmaß und Mindestmaß muss sich die produzierte Schraube befinden, andernfalls ist sie außer Toleranz und damit Schrott (eine Nacharbeit wird sich bei einer einzelnen Schraube in den meisten Fällen nicht lohnen). Nehmen wir an, die Toleranz beträgt ±0,3mm.
Produzieren wir nun 1000 Schrauben und vermessen jede einzige Schraube, so werden die meisten Schrauben eine Länge von 15mm haben. Aber eben nicht alle. Einige Schrauben werden länger als 15mm sein, andere werden kürzer als 15mm sein. Die produzierten Schrauben sind durch zufällige und systematische Einflüsse in der Produktion normalverteilt.
Normalverteilung
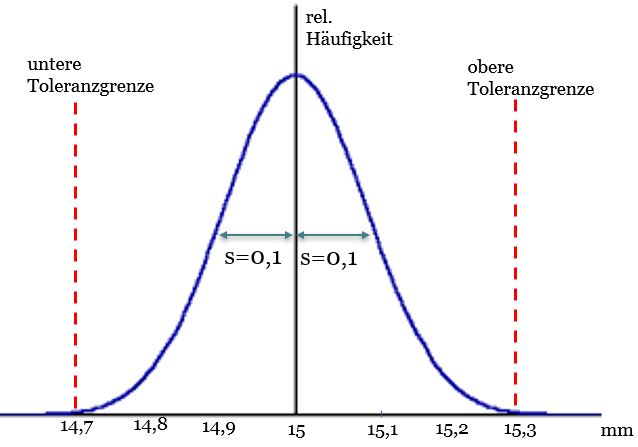
Die Normalverteilung wird durch zwei Parameter beschrieben. Die Standardabweichung und den Mittelwert. Der Mittelwert der Verteilung ist in unserem Beispiel 15mm. Die Standardabweichung (einer Stichprobe) wird mit dem Buchstaben s bezeichnet und ist ein Maß zur Bestimmung der Streuung. Nehmen wir an, die Standardabweichung s unserer produzierten Schrauben beträgt 0,1mm. Jetzt benötigen wir lediglich die geforderte Toleranz von ±0,3mm, um die Fähigkeitskennzahlen zu bestimmen. Nachfolgende Abbildung zeigt die Normalverteilung des Merkmals Schraubenlänge mit eingezeichneter Standardabweichung und den Toleranzgrenzen.
Bestimmung von Cp
Anhand der oberen Grafik lässt sich die Bedeutung von Cp einfach erklären. Cp sagt aus, wie oft sechs Standardabweichungen s (unserer Verteilung der Schrauben) in die Toleranz T von 6mm hineinpassen. Die Toleranz ist die Differenz zwischen der oberen Toleranzgrenze (OGW=oberer Grenzwert) und der unteren Toleranzgrenze (UGW=unterer Grenzwert). Sechs Standardabweichungen passen genau 1x in die Toleranz hinein, da die Toleranz 0,6mm und die Standardabweichung 0,1mm beträgt. Der Cp Wert beträgt in diesem Beispiel 1. Wie berechnen wir das? Ganz einfach...
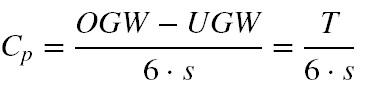
Wir dividieren also einfach die Toleranz durch sechs Standardabweichungen und erhalten den Cp Wert. Cp = 0,6mm/0,6mm =1,00.
Achtung: Cp gibt nur Auskunft über das Streuverhalten unserer Schraubenproduktion. Wir haben für das Beispiel oben angenommen, dass der Mittelwert genau bei unserem Zielwert von 15mm liegt. In diesem speziellen Fall gilt Cp = Cpk. Aber wenn der Mittelwert gegenüber dem Zielwert von 15mm verschoben ist, dann verschiebt sich das Maximum unserer Normalverteilung in Richtung einer Toleranzgrenze.
Bestimmung von Cpk
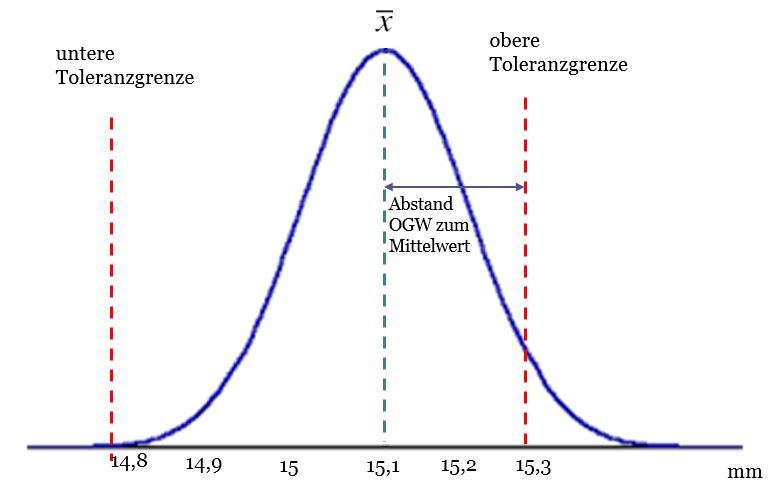
Es ist für den Cpk Wert unerheblich, ob sich der Mittelwert in Richtung OGW oder UGW verschiebt. Wichtig ist nur, wie nah der Mittelwert an der Toleranzgrenze liegt. In der unteren Grafik ist der Mittelwert um 0,1mm in Richtung der oberen Toleranzgrenze verschoben. Das bedeutet, dass unsere produzierten Schrauben teilweise zu lang sind. Einige Schrauben werden sogar außerhalb der oberen Toleranz sein. Cpk beschreibt nun, wie oft 3 Standardabweichungen in den Abstand zwischen der oberen Toleranzgrenze und den Mittelwert hineinpassen.
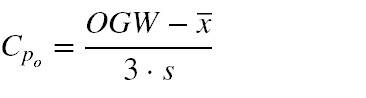
Wenn sich unsere Schrauben der unteren Toleranzgrenze nähern würden (Maximum der Kurve verschiebt sich nach links), dann beschreibt Cpk, wie oft drei Standardabweichungen in den Abstand zwischen Mittelwert und unterer Toleranzgrenze hineinpassen. Es gibt folglich zwei Formeln zur Bestimmung von Cpk. Diese werden mit Cpu (Verschiebung richtung UGW) und Cpo (Verschiebung richtung OGW) bezeichnet.
Für unser Beispiel ergibt sich
Cpu = (15,1mm-14,7mm) / 0,3mm = 1,33
Cpo= (15,3mm - 15,1mm) / 0,3mm = 0,67
Zur Bestimmung von cpk muss immer der kleinere (also schlechtere) Wert der beiden Zahlen verwendet werden.
Das Ergebnis ist Cpk = 0,67.
In unserem Beispiel ist die Prozessqualität als nicht fähig einzustufen, da sowohl Cp als auch Cpk < 1,33 sind.
Praxishinweis
In der Praxis ist der Weg zur Bestimmung von Cp und Cpk etwas langwieriger. Es wird zunächst die Kurzzeitfähigkeit Pm und Pmk (ehemals Cm und Cmk) ermittelt, welche zwar nach den gleichen Formeln berechnet werden, jedoch unter andere Rahmenbedingungen. Zur Berechnung von Pm und Pmk werden innerhalb kurzer Zeit unter möglichst konstanten Bedingungen Schrauben aus der Produktion entnommen und vermessen. Die idealen Bedingungen führen zu einer optimalen Prozessfähigkeit. Pm und Pmk sind daher stets größer oder gleich der Cp und Cpk Werte.
Nachdem die Kurzzeitfähigkeit bestimmt ist, wird die vorläufige Prozessfähigkeit ermittelt. Bei der vorläufigen Prozessfähigkeit werden veränderte Bedingungen, wie Chargenwechsel, Werkzeugwechsel und Schichtwechsel berücksichtigt und jeweils Stichproben gezogen. Es ist daher davon auszugehen, dass die Fähigkeit aufgrund stärkerer Prozessvariation abnimmt. Die Kennzahlen werden mit Pp und Ppk bezeichnet.
Erst wenn über einen langen Zeitraum diese vorläufigen Kennzahlen stabil sind, dann werden die vorläufigen Indizes Pm und Pmk zu Cp und Cpk.
In diesem Fall wird der Mittelwert durch den Erwartungswert μ und die Standardabweichung s durch σ ersetzt. Der Rest der Formeln bleibt unverändert.
Wenn Sie mehr über die Anwendung von Prozessfähigkeitskennzahlen erfahren möchten, checken Sie unsere Schulung Statistische Prozesskontrolle hier.